FANUC A20B-1005-0190 | Плата управления приводом шпинделя — системы AC-приводов шпинделя
Номер детали: A20B-1005-0190
Производитель: FANUC Corporation (Япония)
Тип продукта: Плата управления приводом шпинделя
Серия платы: A20B-1005
Что делает эта плата
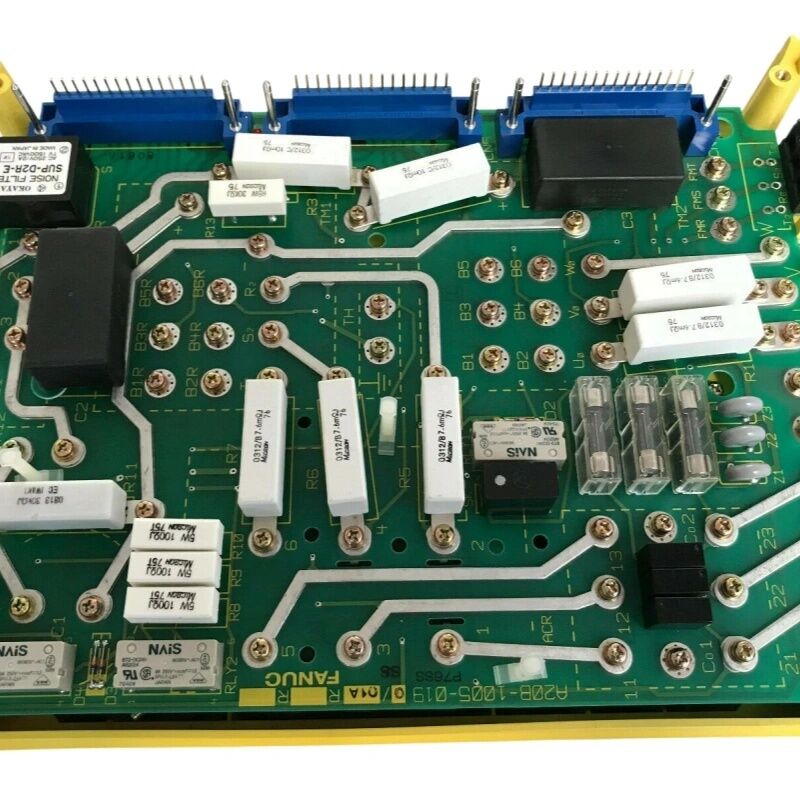
A20B-1005-0190 — это плата управления внутри AC-привода шпинделя FANUC. Она обрабатывает логику, которая находится между командой шпинделя от ЧПУ и фактическим выходом двигателя — считывает целевую скорость вращения шпинделя от ЧПУ, сравнивает ее с фактической обратной связью по скорости, регулирует ШИМ-выход и в реальном времени контролирует ток, температуру и сигналы энкодера.
Это плата секции управления, а не плата силовой части. Это различие важно для диагностики. Силовая часть содержит IGBT-транзисторы, которые коммутируют высокие токи двигателя. Плата управления — это электроника, которая указывает этим транзисторам, когда коммутировать. Многие неисправности шпинделя, которые выглядят как проблемы силовой части — сигнализация перегрузки по току при ускорении, нестабильная скорость — на самом деле возникают в управляющей электронике. Неисправный микросхемный драйвер затвора на плате управления посылает неправильные тактовые импульсы на силовые транзисторы, и результат выглядит как неисправность транзистора. В таких случаях замена платы управления является правильным первым шагом.
Серия A20B-1005 охватывает платы управления, соответствующие конкретным конфигурациям AC-приводов шпинделя FANUC, с правильным интерфейсом сигналов, логикой защиты и протоколом связи для этих приводов.
После замены
При установке сменной платы управления проверьте параметры привода. Плата управления хранит настройки, специфичные для двигателя — номинальный ток, калибровку скорости, параметры применения. Если на предыдущей плате были пользовательские настройки, восстановите их из записанного списка параметров перед возвращением шпинделя в эксплуатацию. Пропуск этого шага является наиболее частой причиной проблем после замены.
Ключевые характеристики
| Параметр |
Значение |
| Номер детали |
A20B-1005-0190 |
| Серия |
A20B-1005 |
| Тип |
Плата управления приводом шпинделя |
| Рабочая температура |
0–55°C |
| Температура хранения |
−20–60°C |
| Влажность |
Макс. 75% относительной влажности (без конденсации) |
| Происхождение |
Япония |
Часто задаваемые вопросы
В1: Шпиндель показывает сигнализацию перегрузки по току при ускорении. Силовые транзисторы исправны. Может ли эта плата быть причиной?
Да. Неисправный драйвер затвора на плате управления приводит к неправильной коммутации выходных транзисторов, генерируя всплеск тока, который вызывает срабатывание защиты от перегрузки по току — даже когда сами транзисторы не повреждены. Сначала замените плату управления и проверьте параметры перед тестированием под нагрузкой.
В2: Скорость шпинделя колеблется во время резки. Двигатель и энкодер выглядят неповрежденными. Что проверить?
Колебание скорости при исправной механической системе указывает на регулятор скорости или обработку обратной связи на плате управления. Сначала убедитесь в чистоте импульсов энкодера на входе платы. Затем проверьте параметры усиления регулятора скорости. Если оба параметра верны, в схеме регулятора платы могут быть деградировавшие компоненты.
В3: После замены платы шпиндель работает, но ориентация не завершается. Почему?
Ориентация зависит от Z-импульса энкодера и параметров ориентации в приводе. Убедитесь, что эти параметры были перенесены из исходной конфигурации. Если параметры верны, проверьте, поступает ли Z-сигнал на правильный входной терминал сменной платы.
В4: Привод проходит самотестирование, но выдает ошибку при первой команде скорости от ЧПУ. Что это означает?
Нормальное самотестирование, но ошибка при первой команде ЧПУ предполагает, что интерфейс связи на плате управления не может правильно интерпретировать последовательную команду от ЧПУ. Сначала проверьте кабели между ЧПУ и приводом. Если кабели исправны, неисправна схема связи платы.
В5: Как следует хранить эту плату в качестве профилактического запасного компонента?
Хранить в антистатической упаковке при стабильной комнатной температуре, вдали от влаги. Перед хранением запишите настройки параметров с установленной платы — запасной компонент с задокументированными параметрами сокращает время восстановления вдвое, когда запасной компонент в конечном итоге понадобится.

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!